Product introduction
製品情報 - F研磨
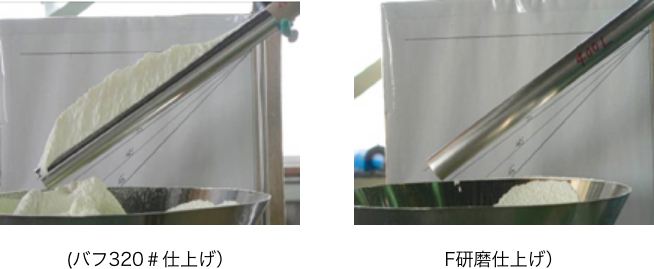
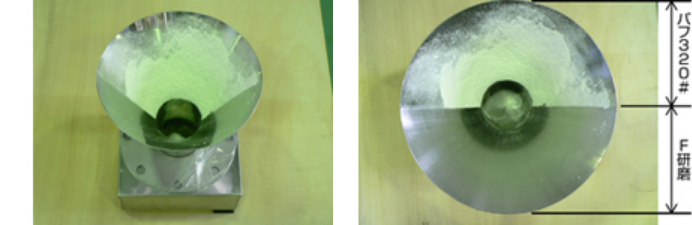
F研磨(粉体付着防止加工技術)
F研磨は、鋼材の表面に数回の処理工程を経て、ミクロン単位の凹凸を設けたもので、粉体の特性に合わせた研磨を行います。従って、粉体の特性(粒度分布・粒子形状・単位体積重量・含水率)によって研磨状態が変化します。 F研磨の効果によって、鋼板表面における粉体の剥離性や滑落性能が向上し、ホッパー・シュートなど詰まりやブリッジの防止、付着防止に飛躍的に寄与します。
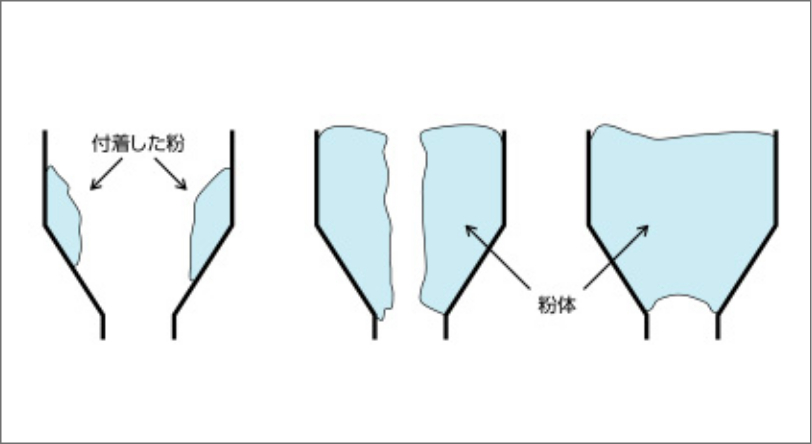
粉体の付着・詰まりの形態
現状の対応策
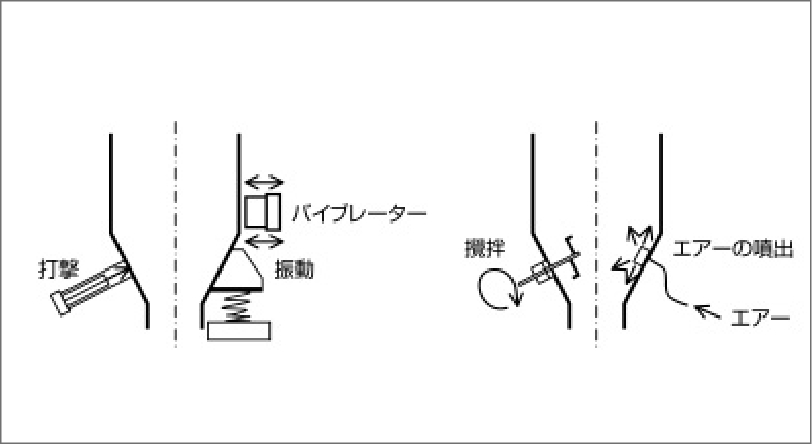
- ①外的から力を加える方法…打撃(エアーハンマー等)・振動(バイブレーター)
- ②内部から力を加える方法…攪拌装置・エアー噴出装置
①については騒音、②については異種材料混入の危険性を伴うこと等の課題がある。
F研磨の特徴
- 1)鋼板表面直接の加工のため、コーティングや塗布などの剥がれによる異物混入はありません
- 2)理論的には、研磨鋼材の材質を限定しません。
留意事項
- 1)粉体の特性が異なるとそれぞれに適合したF研磨(仕様決定)が必要です。
平均粒径D50が同じでも、粒度分布が異なると仕様も変わる場合があります。 - 2)F研磨の仕様を決定するために、粒径の重量加積曲線・粒径写真・単位体積重量・含水率などのデーターが必要で、過去の実績データと照らし合わせて仕様を決定します。
尚、実績データーには水分の影響をカットしておりますので、含水率の高い粉体では仕様決定に時間を要すると思われます。 - 3)粉体による磨耗で性能低下が発生します。特に、粉体が落下→直接当る場合、磨耗の進行によって変化しますので、性能低下の兆候が現れた場合、再研磨が必要となります。
特に、磨耗性の高い条件下では、低温窒化処理による鋼材表面の硬度をアップで性能を延命させることをお勧めします。 - 4)F研磨した後に、手の指紋(油)や汚れ・傷、特に目視で見えないような傷でも厳密には効果を低下させる恐れがありますが、大局的には問題ありません。
用途
- 1)ホッパーシュートの内の粉体付着や閉塞(ブリッジ)防止。
- 2)定量供給装置のボタ落ち供給防止。
- 3)除鉄装置への活用
①閉塞防止
②棒状磁石上への堆積防止で除鉄効率のアップ
ホッパーシュートの事例
棒磁石長400Lの事例